



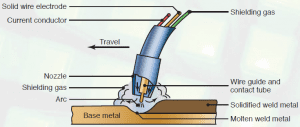
WELDING GAS MIXTURES
Welding gas mixtures are blends of gases used to shield the weld area from atmospheric gases such as nitrogen and oxygen, which can cause weld defects, porosity, and weld metal embrittlement.
The most common welding gas mixtures are argon (Ar) and carbon dioxide (CO2) blends, which are versatile mixtures for welding carbon, low-alloy, and some stainless steels.
DSW provides a comprehensive range of high-quality shielding gas mixtures, including Ar/CO2 blends, Ar/O2 blends, and Tri-Mix blends.
Our team of specialists can assist you in selecting the optimal gas mixture for your specific welding application.
Understanding Common Shielding Gases:
Argon (Ar): An inert gas offering a smooth, stable arc with minimal oxidation. It produces a wide and shallow weld penetration profile, making it suitable for thin sheet metal welding and applications requiring good bead shaping and finish.
Helium (He): Another inert gas known for its high thermal conductivity, resulting in a hotter arc and deeper weld penetration than Argon. This translates to faster welding speeds with a narrower, less forgiving weld pool.
Carbon Dioxide (CO2): A reactive gas that introduces a more profound and narrower weld penetration profile than Argon. It creates a stiffer arc, making it suitable for out-of-position welding (welding at angles other than flat). However, CO2 increases spatter and can lead to weld porosity if not used judiciously.
Tailoring the Gas Mixture:
GMAW often utilizes blends of these primary gases to achieve the desired balance between penetration, arc characteristics, and spatter control.
Here’s a breakdown of some key considerations:
Ar/CO2 Blends: These versatile mixtures offer a good compromise between penetration and weld pool fluidity. Increasing the CO2 content deepens penetration but also increases spatter. DSW provides a range of Ar/CO2 blends to suit various applications.
Ar/O2 Blends: Small quantities of oxygen (typically 1-5%) added to Argon can slightly increase penetration and improve arc stability. However, excessive oxygen can lead to weld porosity and higher spatter levels. These blends suit clean, low-alloy, and some stainless steel welding applications.
Tri-Mix Blends (Ar/He/CO2): These specialized mixtures combine the benefits of Argon, Helium, and CO2 for specific requirements. They offer a balance between penetration, arc characteristics, and travel speeds to particular materials and welding techniques.


Charistics of MIG Welding Gasses
Different gasses produce different types of weld penetration and arc characteristics. Here are the basics:
Argon gas has shallow, broad penetration and a smooth, fluid-like arc.
Helium produces a hot weld with good productivity and mild penetration with a fluid arc.
Carbon Dioxide produces a deep, narrow penetration with a stiff, harsh arc that works well in out-of-position welding.
Adding Carbon Dioxide to Argon or Helium deepens penetration and stiffens the arc, improving out-of-position welding.
In small amounts, oxygen added to Helium or Argon deepens the weld penetration and stiffens the arc characteristics.
Adding Helium to any mix makes the arc hotter.
Choosing the Right Blend:
The ideal gas mixture depends on several factors, including:
- Base Metal: The type of metal being welded (e.g., carbon steel, stainless steel)
- Material Thickness: Thicker materials often require deeper penetration
- Desired Weld Characteristics: Penetration depth, bead shape, and out-of-position weldability
Contact DSW today!
We offer competitive pricing and ensure smooth international shipping processes for overseas buyers.
Invest in DSW shielding gas mixtures and experience the difference – superior weld quality, reduced rework, and increased efficiency.











{kind=link}