



Designing of Cryogenic Storage Vessels
Different variables, like the thickness of the product vessel, the diameter of the product vessel, the thickness of the outer shell, the diameter of the outer shell, and the thickness of the stiffeners, are calculated.
Those calculations depend on the type of design codes.
This air is passed through a post filter, removing further impurities. The filtered air is passed through the post filter, eliminating other impurities.
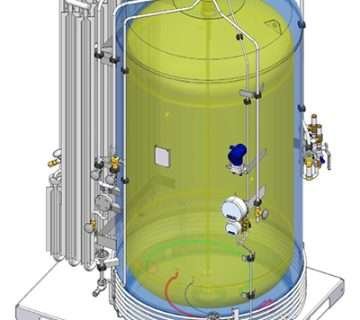
The filtered air is sent through the cold box. This rigid box mainly consists of the following
1) Heat exchangers
2) Exchange turbines
3) Inlet and outlet manifolds
4) A column consisting of aluminum trays.
The compressed air is passed through the heat exchanger, which reduces the air temperatures to around -140˚C.
Air cooling is allowed to bypass the cold non-condensable gases and gaseous nitrogen.
The cold air is passed through the expansion turbine in which the compressed air is expanded.
Due to this expansion, the temperature is reduced to around -180˚C.
At this low temperature, the air is liquefied. The liquid air is passed through a column of aluminum trays from top to bottom.
Nitrogen and other gases evaporate during this flow, and only oxygen is collected in bottom reservoirs.
The liquid nitrogen is produced at the top of the column.
Due to this, gaseous nitrogen can be liquefied by giving heat energy to the liquid oxygen.
Here, the liquid oxygen is evaporated. This liquid nitrogen is formed at the column and Pumped to the cold convertor.
The condensable gaseous nitrogen is passed through the heat exchanger, which cools the incoming compressed air; thus, liquid nitrogen and oxygen are produced and collected in a cold convertor.
Argon, which has 0.93% air content and a boiling point between oxygen and nitrogen, is present as an impurity in both liquid nitrogen and liquid oxygen.
To get pure liquid nitrogen, the argon percentage should be reduced. This can be done using the other column separating the argon.


2. Cryogenic Vessel Design
Different variables, like the thickness of the product vessel, the diameter of the product vessel, the thickness of the outer shell, the diameter of the outer shell, and the thickness of the stiffeners, are calculated. Those calculations depend on the type of design codes.
2.2 Design Codes for Cryogenic Storage Vessels
A design code is a document that sets rules for the design of Cryogenic Storage Vessels. It is a tool that can be used in the design and planning process. The design and manufacture of pressure vessels are done according to some regulations and codes. They assure safety in operations, quality control, and assurance.
The codes that pressure vessel manufacturers adopt are 1) ASME selection VIII division- I & II (American codes), 2) PD 5500 (British code), 3) AD Merkblatter (German code), and 4) IS 2825 (Indian code)
The primary aims of the codes are identical, but their approach is different. Their use of raw materials, historical background, design, and manufacture are further for other regulations in different countries.
Cryogenic Materials
Austenitic steels, stainless steels, fine grain double normalized and tempered nickel steels, copper, and aluminum are excellent cryogenic-temperature resistant materials.
Stainless steels
Austenitic stainless steels are well suited to cryogenic applications as they remain rigid and ductile at temperatures as low as -269degC.
9% Nickel steel
9% nickel steel is often classified as ferrite steel. However, this material includes austenitic ferrite and magnetite as well. With the austenitic present, its presence has provided excellent strength and resistance against brittle fracture. At temperatures below zero, ductility declines gradually, and as soon as chirpy v notch values reach 25 Ft-lbs (346 or 4.4 kg/cm2) at -200degC. At its heart lies proven safety and favourable cost, making cryogenic equipment using this material an indispensable solution for storing and transporting liquid gases such as Nitrogen, Methane, and Ethylene. Extensive tests conducted on tanks filled with liquid nitrogen have demonstrated that quenching and tempering treatments as post-weld treatments were not beneficial, according to ASME Code requirements for 2-inch thickness (about 50mm).
Aluminium alloys
Aluminum alloys such as 5083 (Mg 0.445%, Mn 0.6%, and cr 0.15%) and 6003 (Mn 1.26% and Cu 0.12%) are often employed to manufacture cryogenic storage vessels, columns in air separation plants, and heat exchangers, with no evidence of ductile-to-brittle transformation at temperatures down to liquid helium (-269degC). Aluminium’s superior toughness properties have long been recognized, so it was not considered necessary to specify its minimum value in ASME or ASTM codes; notched yield ratio, tear resistance critical stress intensity increases with a decrease in temperature while fatigue strength also increases with temperature reduction.
Copper alloys
Copper alloys such as alpha brass and phosphorous-di-oxide copper were easily chosen when building cryogenic equipment. In contrast, today, copper tubes are still commonly used as air separation trays in smaller air separation plants. Copper has low yield strength in an annealed state, while its alloys have an even lower yield strength than steel – unaffected by temperature variations or yield strength changes.
Aluminum and nickel steels are excellent choices for creating cryogenic storage vessels; to determine which material is the most suited, stress analysis must first be conducted on both materials before selecting one that will make for successful tank production.



{kind=link}
No comment